It’s good to have deadlines. The shipping container for the mast has to be loaded next Friday. My flight home is tomorrow evening. So it’s been a super push to get this stick finished.
Here’s how we made the spreader reinforcements.
Large strips of the flattened out carbon and glass braid span the leading edges, tying both sides together. And it’s the same across the aft edges, with some rebating below the saitrack strip area so the braid buildup doesn’t hamper mainsail raising. 








Thursday I did the external reinforcements of the forestay / capshrouds hound. 


That’s 3 layers of 11oz carbon twill at 0-90 perpendicular to the mast, 3 more at 45-45 in the direction of pull, then two of the heavy double braid ‘primary straps’. I’m leaving those visible in the final paint job.
Friday night and Saturday morn included final shaping of the masthead, and precision drilling for the masthead sheave pins. 




And during all these finish steps from Tuesday to this morning (Sunday) I’ve been doing all the fairing work around the final fabrication stuff. 

And suddenly Sunday at 1pm it was time to roll in to the paint booth!!!

CE’s owner Ted was jamming at the other end of the shop on the big 12 Meter boom, so we stopped for lunch and talked through how I should work the primer. He got the equipment going, demonstrated for a few feet, and handed over his spray gun…





I shot two coats of primer, and tonight went around filling pinholes and blemishes. Interesting they had me do that with simply some of the leftover un-thinned primer that had been set aside to begin curing in a pot. About two hours after spraying, the little pot yielded gooey paint that you trowel on just like a thin fairing putty. The advantage is that tomorrow these buildup patches will sand just the same as the rest of the surface.
Tomorrow I hand the project back to Composite Engineering’s Will and John to finish the painting, drill and bush the hound-hole, install the foot insert, drill & tap the 200 Tides SailTrack clips, make the 11/16″ masthead sheave pins, and coordinate diamond wire install with the riggers. They’ll be rushed to get it all done and in the container by Friday.
Honestly folks, I’m beat. When Keith and I wondered about me coming here to help once the spar was out of the oven, I had no clue it would be three straight 80-hour weeks as the primary fabricator and project manager.  But in the end, Ted said this evening we did a great job creating “a century-lasting mast” that will make the boat perform at its best. We won’t be able to wear this one out. I know it’ll all be worth it wherever Ravenswing is on the planet and we can look 54′ up in the air with total confidence. It’s been 13 months now Jimbo; soon we will be sailing again.
But in the end, Ted said this evening we did a great job creating “a century-lasting mast” that will make the boat perform at its best. We won’t be able to wear this one out. I know it’ll all be worth it wherever Ravenswing is on the planet and we can look 54′ up in the air with total confidence. It’s been 13 months now Jimbo; soon we will be sailing again.



 Because I spent most of three days building them, I could barely watch while Will cut them to fit the mast. But all his calculations and jig prep paid off.
Because I spent most of three days building them, I could barely watch while Will cut them to fit the mast. But all his calculations and jig prep paid off. 

 Tonight they are barely tabbed on. Tomorrow we’ll do significant connecting reinforcements. And as both Keith and I have ripped carbon spreaders from a big mast before, yes they will certainly get uni-strapping that connects them around both the front and aft walls.
Tonight they are barely tabbed on. Tomorrow we’ll do significant connecting reinforcements. And as both Keith and I have ripped carbon spreaders from a big mast before, yes they will certainly get uni-strapping that connects them around both the front and aft walls.




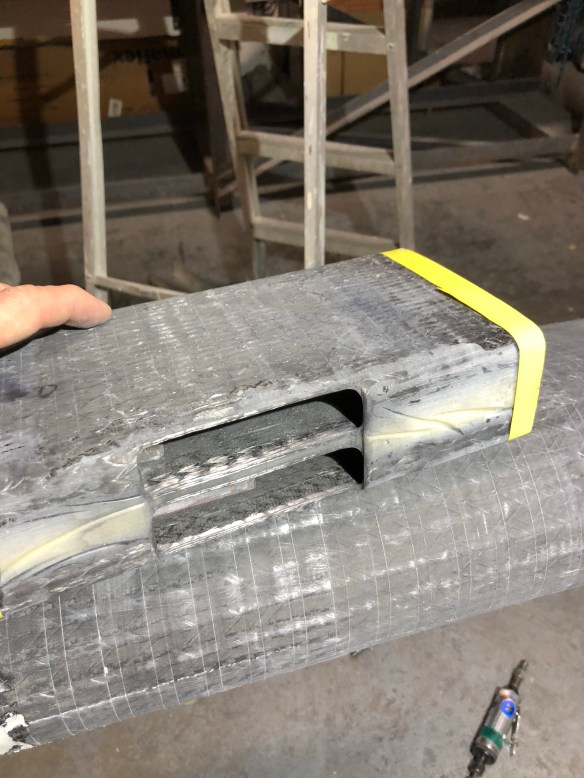
 If you knew our first mast, that six-hole pattern at the bottom is where the same steel cup will be screwed in to the mast. Here’s the view the halyards will see – very clean access around this foot piece, and ZERO protrusions into this mast above the foot all the way to each halyard’s exit. No wires, no cross bars, no bolt heads. Our design goal was a totally clean inside to minimize any halyard chafe on extended ocean passages.
If you knew our first mast, that six-hole pattern at the bottom is where the same steel cup will be screwed in to the mast. Here’s the view the halyards will see – very clean access around this foot piece, and ZERO protrusions into this mast above the foot all the way to each halyard’s exit. No wires, no cross bars, no bolt heads. Our design goal was a totally clean inside to minimize any halyard chafe on extended ocean passages. 










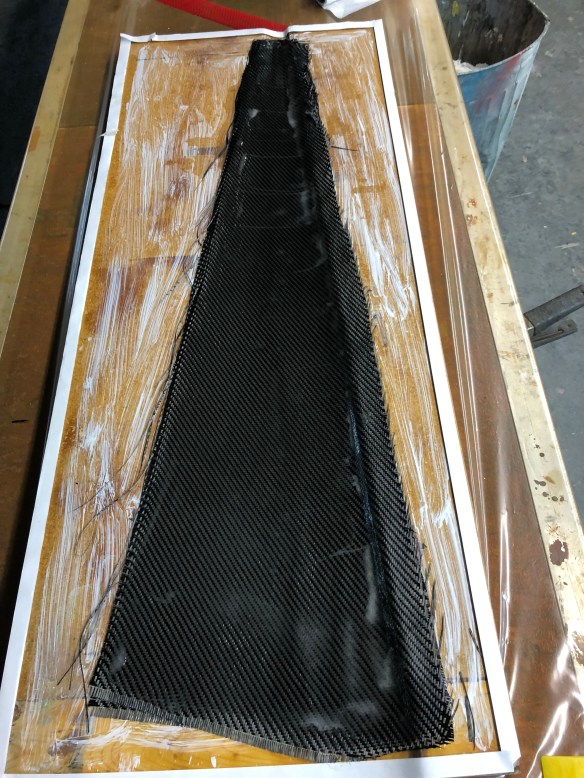
 That’s wasted money (excess squeezed out resin) but very much calculated into the project management of risk-reduction; you must avoid dry spots in the laminations at any cost.
That’s wasted money (excess squeezed out resin) but very much calculated into the project management of risk-reduction; you must avoid dry spots in the laminations at any cost.
 You can search it on Yachtworld where the description says the motivated seller has pumped $1.5mil in to Enterprise but will let her go to you for $800k. I didn’t know those numbers until AFTER taking the Sawzall to the thing. Whoa.
You can search it on Yachtworld where the description says the motivated seller has pumped $1.5mil in to Enterprise but will let her go to you for $800k. I didn’t know those numbers until AFTER taking the Sawzall to the thing. Whoa. that’s a cardboard packaging strap formed into two handles and a drag section. Think “dragging the infield” after the third inning. You spread your fairing putty quickly, working it in to the surface with the spatula. I’m working with 175gram batches, which spreads out to about ten linear feet on one side of the mast. The drag tool evens out the filler and removes the spatula lines. Here’s a look at the first pass on the port side.
that’s a cardboard packaging strap formed into two handles and a drag section. Think “dragging the infield” after the third inning. You spread your fairing putty quickly, working it in to the surface with the spatula. I’m working with 175gram batches, which spreads out to about ten linear feet on one side of the mast. The drag tool evens out the filler and removes the spatula lines. Here’s a look at the first pass on the port side.


 there’s also some handwork shaping around these hardware areas.
there’s also some handwork shaping around these hardware areas. 


 all Sat afternoon went in to fitting the mast foot. That included over 30 threaded taps for the 5/16″ screws, plus the 8 in the nose piece. Led to rather sore wrists. The foot is ready for final installation but Will asked me to wait until we get the lower terminals for the diamond wires sorted out.
all Sat afternoon went in to fitting the mast foot. That included over 30 threaded taps for the 5/16″ screws, plus the 8 in the nose piece. Led to rather sore wrists. The foot is ready for final installation but Will asked me to wait until we get the lower terminals for the diamond wires sorted out.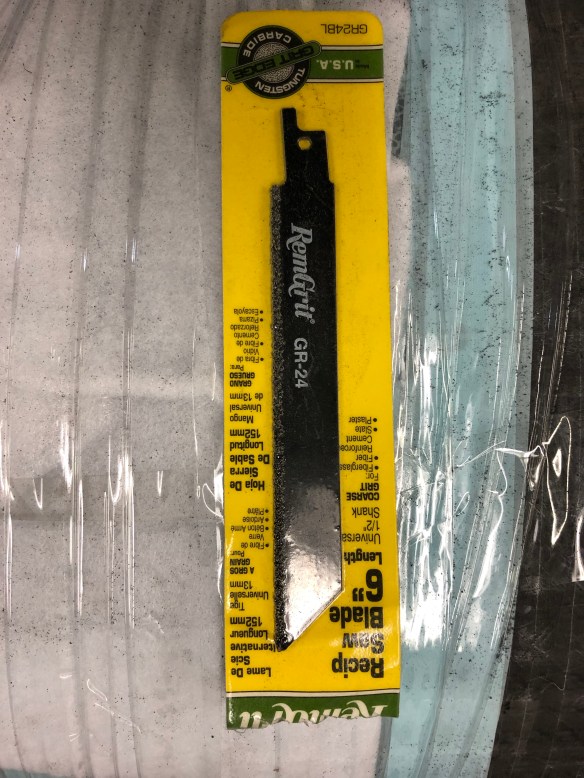




 The pieces were wet out on the table, and because it’s thick, very high density braid, I literally mashed the epoxy in with my boot heels before laying it out over the mast.
The pieces were wet out on the table, and because it’s thick, very high density braid, I literally mashed the epoxy in with my boot heels before laying it out over the mast. 





 The boss inspected later in the day and was very happy with the lamination results. Gooseneck built – just needs fairing cleanup to go.
The boss inspected later in the day and was very happy with the lamination results. Gooseneck built – just needs fairing cleanup to go. The nose plate (point where the standing rigging attaches) is made of three pieces of G10, bonded and screwed together before being bonded and screwed into the mast tube.
The nose plate (point where the standing rigging attaches) is made of three pieces of G10, bonded and screwed together before being bonded and screwed into the mast tube. 



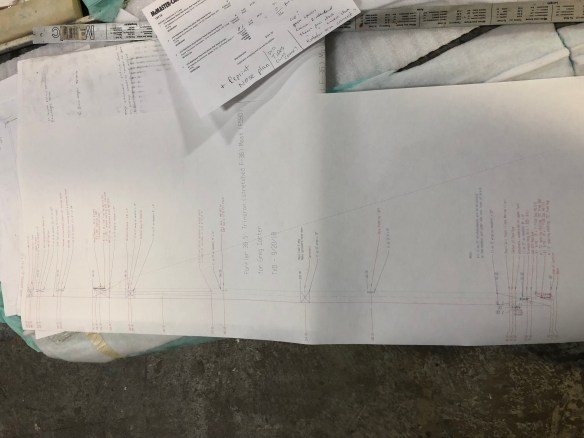

 this old sanding belt lined up edge to edge helps us translate specific height-on-mast points around the full spar. The fabric curve in that photo is an externally applied reinforcement of carbon braid for the jib halyard exit area (we add back around the slot), and it is fanned out like the you saw in the gooseneck.
this old sanding belt lined up edge to edge helps us translate specific height-on-mast points around the full spar. The fabric curve in that photo is an externally applied reinforcement of carbon braid for the jib halyard exit area (we add back around the slot), and it is fanned out like the you saw in the gooseneck.  The slot was cut and cleaned with a drill, sawzall, router and small disk sander. The electrician’s fish tape was sent down from the new hole, and the part drawn up on a string.
The slot was cut and cleaned with a drill, sawzall, router and small disk sander. The electrician’s fish tape was sent down from the new hole, and the part drawn up on a string. 







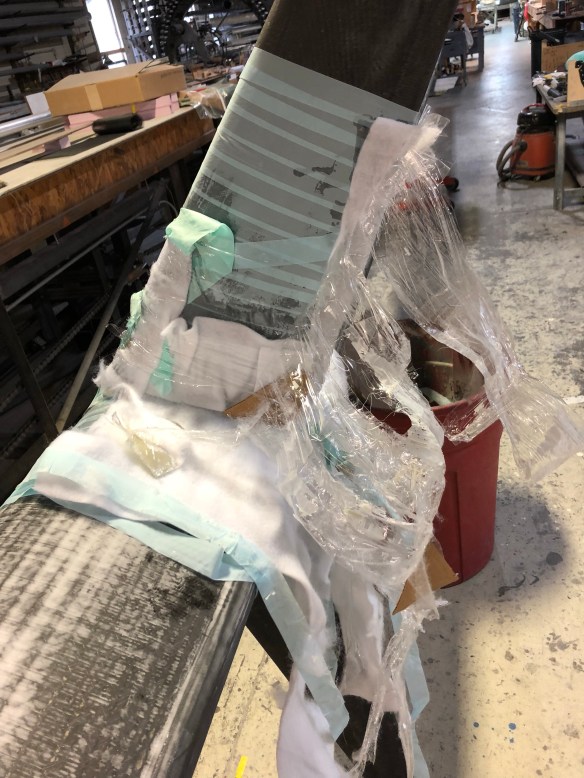
 For you fabricators reading this, I was impressed how these guys achieve resin saturation and excess absorption into the bleeder cloth by using pressure from tightly wrapped packing tape and clamps, where vacuum bagging is impractical. We are using this technique to apply the outer carbon reinforcements to the mast head, the gooseneck and six padeye bases along the mast. They also had me do that to the spreader trailing edge wraps last night. See them ‘bandaged up’ and then unwrapped below.
For you fabricators reading this, I was impressed how these guys achieve resin saturation and excess absorption into the bleeder cloth by using pressure from tightly wrapped packing tape and clamps, where vacuum bagging is impractical. We are using this technique to apply the outer carbon reinforcements to the mast head, the gooseneck and six padeye bases along the mast. They also had me do that to the spreader trailing edge wraps last night. See them ‘bandaged up’ and then unwrapped below. 











 ppThe foam core was bonded in then next-day trimmed down flush to the clamshell glue line. Here are two tools I used.
ppThe foam core was bonded in then next-day trimmed down flush to the clamshell glue line. Here are two tools I used. 





 after the band-saw rough in on those pucks, this tool was my shaping friend.
after the band-saw rough in on those pucks, this tool was my shaping friend.